- Svenska
-
EnglishDeutschItaliaFrançais한국의русскийSvenskaNederlandespañolPortuguêspolski繁体中文SuomiGaeilgeSlovenskáSlovenijaČeštinaMelayuMagyarországHrvatskaDanskromânescIndonesiaΕλλάδαБългарски езикGalegolietuviųMaoriRepublika e ShqipërisëالعربيةአማርኛAzərbaycanEesti VabariikEuskeraБеларусьLëtzebuergeschAyitiAfrikaansBosnaíslenskaCambodiaမြန်မာМонголулсМакедонскиmalaɡasʲພາສາລາວKurdîსაქართველოIsiXhosaفارسیisiZuluPilipinoසිංහලTürk diliTiếng ViệtहिंदीТоҷикӣاردوภาษาไทยO'zbekKongeriketবাংলা ভাষারChicheŵaSamoa日本語SesothoCрпскиKiswahiliУкраїнаनेपालीעִבְרִיתپښتوКыргыз тилиҚазақшаCatalàCorsaLatviešuHausaગુજરાતીಕನ್ನಡkannaḍaमराठी
Maskinsyn och visuella sensorer: Arbetsprinciper och tillämpningar
Katalog
Vad är maskinsyn?
Maskinsyn är en teknik som gör det möjligt för maskiner att fånga, bearbeta och analysera bilder av verkliga objekt. Det kombinerar kameror, sensorer, optiska linser, belysningssystem och bildbehandlingsprogram för att samla in visuell information och omvandla den till användbara data för automatiserade beslut.
I praktiska tillämpningar utför maskinsyn många av de visuella inspektions- och mätuppgifter som annars skulle kräva mänsklig observation. Istället för att förlita sig på en person för att titta på en produkt och bedöma dess skick, registrerar systemet en tydlig bild av objektet, omvandlar den bilden till digital information och undersöker specifika visuella detaljer. Dessa detaljer kan inkludera form, storlek, position, färg, ljusstyrka, kanter, mönster och ytförhållanden. Genom att analysera dessa egenskaper kan systemet avgöra om objektet uppfyller fördefinierade krav.
Hur ett maskinsynssystem fungerar
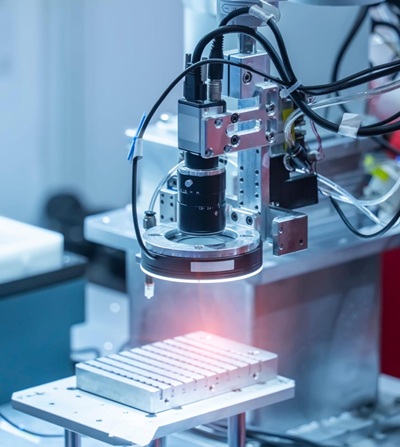
En maskinsynsprocess följer en logisk sekvens av steg. Först går objektet in i inspektionsområdet och belyses med hjälp av en kontrollerad ljuskälla. Rätt belysning hjälper till att avslöja viktiga visuella funktioner och minskar skuggor, reflexer eller andra förhållanden som kan påverka bildkvaliteten.
Nästa steg är att en kamera fångar en bild av objektet från en specifik vinkel och avstånd. Den fångade bilden omvandlas sedan till digital pixeldata, där varje pixel innehåller information om ljusstyrka, färg eller intensitet. Denna digitala bild överförs till ett bildbehandlingssystem för analys.
Programvaran undersöker bilden i detalj genom att identifiera kanter, jämföra former, mäta dimensioner, upptäcka färgvariationer och utvärdera ytfunktioner. Den bearbetar pixelmönster och intensitetsvärden för att isolera den mest viktiga informationen. De extraherade uppgifterna jämförs sedan med fördefinierade standarder, toleranser eller inspektionsregler för att avgöra om objektet uppfyller de erforderliga kriterierna.
Tillämpningar och fördelar med maskinsyn
När analysen är klar genererar systemet resultat som kan användas för att stödja ett brett spektrum av industriella operationer. Maskinsyn kan utföra precisa mätningar, identifiera ytfel, verifiera produktkvalitet, sortera objekt baserat på specifika egenskaper, bestämma den exakta positionen för objekt och ge vägledning för robotiska system under hantering eller monteringsuppgifter.
Eftersom maskinsyn kan inspektera stora mängder objekt snabbt och konsekvent, hjälper det till att förbättra noggrannhet, effektivitet och produktionspålitlighet. Dess förmåga att utföra detaljerade inspektioner i realtid har gjort den till en nyckelteknologi inom tillverkning, industriell automation, robotik, förpackning, elektronikproduktion och kvalitetskontrollsystem.
Komposition av maskinsynssystem
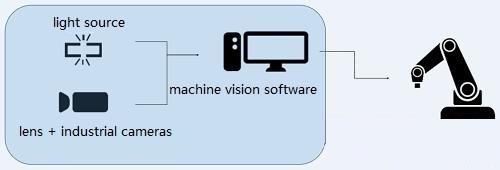
Ett maskinsynssystem består av flera hårdvaru- och mjukvarukomponenter som arbetar tillsammans för att automatiskt inspektera, mäta, identifiera och spåra objekt. Varje komponent utför en specifik uppgift i inspektionsprocessen. Från det ögonblick ett objekt går in i inspektionsområdet till det ögonblick ett beslut fattas, flödar information genom en serie sammankopplade steg. Dessa steg inkluderar objektdetektering, bildförvärv, bildöverföring, bildbearbetning, resultatgenerering och utrustningskontroll.
För noggrann och pålitlig inspektion måste varje komponent arbeta i samordning. En fördröjning i bildupptagning, dålig belysning eller felaktig positionering kan påverka kvaliteten på det slutliga resultatet. Därför beror hela systemets prestanda på hur väl dessa komponenter fungerar tillsammans.
Kamera och objektiv
Kameran och objektivet utgör bildförvärvssektionen av maskinsynsystemet. Deras uppgift är att fånga en tydlig och detaljerad bild av det objekt som inspekteras.
Processen börjar när ljus som reflekteras från objektets yta kommer in i objektivet. Objektivet samlar detta ljus och fokuserar det på kamerans sensor. Kvaliteten på detta fokus påverkar direkt bildens skärpa. Om bilden är suddig kan små defekter, kanter, märken eller dimensionella detaljer bli svåra att upptäcka.
Efter att ljuset når sensorn omvandlar kameran den optiska bilden till digitala bilddata. Dessa data består av tusentals eller till och med miljontals pixlar som representerar objektets visuella egenskaper. Bilden förbereds sedan för bearbetning av visionssystemet.
Olika inspektionsuppgifter kräver olika kamerakonfigurationer. En enda kamerauppsättning kan vara tillräcklig när endast en vy av ett objekt behövs. Produkter med komplexa former kräver ofta flera kameror placerade i olika vinklar. Detta gör att systemet kan inspektera flera ytor samtidigt, eliminera blinda fläckar och fånga mer komplett information.
Maskinsynkameror finns i flera typer, inklusive monokroma kameror, färgkameror, linjescanningkameror, områdescanningkameror, progressiva scanningskameror och högupplösta kameror. Urvalet beror på faktorer som objektsstorlek, produktionstakt, erforderlig bilddetalj, synfält och mätprecision.
Ljuskälla
Ljuskällan är en av de mest kritiska komponenterna i ett maskinsynssystem eftersom bildens kvalitet i hög grad beror på korrekt belysning.
Innan en bild fångas måste objektet belysas på ett kontrollerat och konsekvent sätt. Målet är inte bara att göra objektet synligt. Belysningen måste tydligt avslöja de funktioner som måste inspekteras. Dessa funktioner kan inkludera kanter, repor, sprickor, yttexter, tryckta tecken, etiketter, färgskillnader eller dimensionella gränser.
Rätt belysning ökar bildkontrasten och får viktiga detaljer att framträda från bakgrunden. Till exempel kan en liten repa på en metall yta vara svår att upptäcka under normala belysningsförhållanden, men kan bli mycket synlig när den belyses från en specifik vinkel.
Vanliga belysningsteknologier inkluderar LED-belysning, fluorescerande belysning, fiberoptisk belysning och halogenbelysning. Bland dessa alternativ används LED-belysning ofta eftersom det ger stabil ljusstyrka, lång driftlivslängd och låga underhållskrav.
Belysningsmetoden väljs baserat på flera faktorer, inklusive objektets material, färg, yttextur, reflektivitet, form och inspektionsvinkel. Väl utformad belysning hjälper till att minska skuggor, bländning och reflexer, vilket resulterar i högre detekteringsnoggrannhet och mer konsekventa mätresultat.
Sensores
Sensorer är ansvariga för att upptäcka närvaron, positionen eller rörelsen hos ett objekt innan bildförvärvningen påbörjas.
I en typisk produktionslinje rör sig produkter kontinuerligt längs en transportör eller automatiskt hanteringssystem. Kameran måste fånga bilden vid rätt ögonblick. Om bilden tas för tidigt eller för sent kan viktiga inspektionsområden missas.
För att förhindra detta problem övervakar en sensor objektets rörelse och bestämmer när det når inspektionspositionen. När objektet anländer till den angivna platsen skickar sensorn en triggningssignal till kameran.
Vanliga sensortyper inkluderar fiberoptiska sensorer, proximitiesensorer, fotoelektriska sensorer och fotoelektriska omkopplare. Dessa enheter ger precisa tidsuppgifter och hjälper till att synkronisera bildtagning med objektets rörelse.
Noggrann utlöstning minskar rörelserelaterade fel, förbättrar bildkonsekvens och säkerställer att varje objekt inspekteras under samma förhållanden.
Bildcapture-kort
Efter att kameran har fångat en bild måste bilddata överföras till bearbetningssystemet. Denna uppgift utförs av bildcapture-kortet.
Capture-kortet tar emot bildsignaler från kameran och omvandlar dem till ett format som datorn och visionsprogramvaran kan bearbeta effektivt. Under hög hastighetsinspektioner måste stora mängder bilddata överföras snabbt och pålitligt. Capture-kortet hjälper till att upprätthålla stabil datatransmission och förhindrar bildförlust.
Förutom att överföra bilddata kan capture-kortet hantera flera kammafuktioner. Dessa funktioner kan inkludera kamerautlösning, exponeringskontroll, justering av integrationstid, synkronisering och slutarkontroll.
Olika capture-kort stöder olika kommunikationsstandarder och hårdvarugränssnitt. Vanliga industriella gränssnitt inkluderar PCI, Compact PCI, PC104 och andra industriella kommunikationsplattformar. Det valda gränssnittet måste matcha både kameran och bearbetningssystemet för att säkerställa smidig drift.
PC-plattform
Datorn fungerar som centralenheten i maskinsynsystemet. Den tar emot bilddata, utför inspektionsalgoritmer, lagrar information och kommunicerar resultat till annan utrustning.
När bilden anländer från kameran bearbetar datorn data steg för steg. Den kan mäta dimensioner, lokalisera specifika funktioner, jämföra mönster, upptäcka defekter, avkoda streckkoder eller verifiera produktens kvalitet. Dessa operationer måste ofta slutföras inom bråkdelar av en sekund för att hålla jämna steg med produktionslinjens hastighet.
Tillämpningar som kräver snabb inspektion och stora bildvolymer använder typiskt högpresterande processorer, stor minneskapacitet och avancerad datorkraft för att minska bearbetningstiden.
I industriella miljöer används industri-PC ofta, eftersom de är utformade för att fungera pålitligt under tuffa förhållanden. De kan motstå damm, vibrationer, temperaturvariationer, fuktighet och elektriska störningar, vilket gör dem lämpliga för kontinuerlig fabriksdrift.
Visionsbearbetningsprogramvara
Visionsbearbetningsprogramvaran är komponenten som omvandlar rå bilddata till meningsfulla inspektionsresultat.
Efter att ha tagit emot en bild analyserar programvaran den med hjälp av specialiserade algoritmer. Analysen följer ofta en sekvens av operationer. Först förbättrar programvaran bilden och tar bort onödigt brus. Nästa steg är att identifiera viktiga funktioner såsom kanter, former, mönster, tecken eller färgområden. Den utför sedan mätningar, jämförelser eller klassificeringsuppgifter enligt fördefinierade inspektionsregler.
Programvaran kan utföra en mängd olika funktioner, inklusive dimensionell mätning, objektpositionering, streckkodsläsning, optisk teckenigenkänning (OCR), defekterupptäckning, mönsterigenkänning och produktidentifiering.
När analysen är klar genererar programvaran inspektionsresultat. Dessa resultat kan inkludera godkännande/avslag-beslut, dimensionella värden, objektkoordinater, identifieringskoder, defektlokaliseringar eller maskinstyrningskommandon.
Vissa programvaruplattformar är utformade för mycket specialiserade inspektionsuppgifter, medan andra erbjuder flexibla verktyg som kan anpassas till olika tillverknings- och kvalitetskontrollapplikationer.
Kontrollenhet inklusive I/O, rörelsekontroll och nivåkonvertering
Kontroll enheten kopplar maskinsynsystemet till extern utrustning och möjliggör att inspektionsresultat kan omvandlas till fysiska åtgärder.
Efter att bildanalysen har slutförts skickar programvaran inspektionsdata till kontrollenheten. Kontroll enheten kommunicerar sedan med enheter som PLC, robotar, transportörer, aktuatorer, rörelsekontroller och I/O-moduler.
I enkla inspektionssystem kan kontrollenheten endast skicka en grundläggande pass- eller fail-signal. Till exempel, när en defekt produkt upptäcks, kan en utgångssignal aktivera en utsorteringsmekanism som tar bort objektet från produktionslinjen.
Mer avancerade system kräver ytterligare kontrollkapabiliteter. I robotapplikationer kan visionssystemet beräkna den exakta positionen och orienteringen av ett objekt och skicka dessa koordinater till en robotcontroller. Robotens rörelseväg kan då justeras för att utföra noggranna hämtnings- och placerings-, monterings- eller hanteringsoperationer.
Kontrollenheten kan också utföra signalnivåkonvertering, vilket säkerställer att kommunikationssignaler från visionssystemet är kompatibla med den anslutna utrustningen. Genom att samordna datautbyte och maskinåtgärder möjliggör kontrollenheten automatiska svar som produktavvisning, robotguidning, positionsjustering, processynkronisering och produktionslinjekontroll.
Egenskaper hos maskinsyn
Maskinsyn erbjuder flera fördelar jämfört med manuell inspektion, särskilt i tillverkningsmiljöer där produkter måste kontrolleras snabbt, noggrant och konsekvent. Under manuell inspektion måste operatörer kontinuerligt observera delar, jämföra dem med kvalitetskrav och fatta beslut baserat på vad de ser. När produktionsvolymerna ökar blir det svårare att upprätthålla samma nivå av uppmärksamhet och konsekvens.
Maskinsyn tar itu med dessa utmaningar genom att använda digital bildbehandling, automatiserad analys och fördefinierade inspektionsregler. När systemet är konfigurerat passerar varje produkt genom samma inspektionsprocess och utvärderas med samma standarder. Detta leder till högre noggrannhet, bättre konsekvens, snabbare inspektionshastigheter, mer objektiva resultat och lägre långsiktiga driftskostnader.
Precision
En av de viktigaste styrkorna hos maskinsyn är dess förmåga att utföra högprecisionsmätningar och inspektioner.
Många industriella produkter innehåller egenskaper som är extremt små och svåra att utvärdera noggrant med blotta ögat. Exempel inkluderar fina elektroniska kretsar, mikrokomponenter, små hål, smala springor, tryckta märkningar, lödningar och ytfel. Även när förstoringsverktyg används är manuell inspektion ofta beroende av individuell visuell bedömning, vilket kan leda till variations i mätningar.
Maskinsynsystem analyserar bilder på pixelnivå. Efter att en bild har fångats identifierar programvaran specifika kanter, hörn, mönster eller referenspunkter och beräknar dimensioner baserat på kalibrerade mätningar. Detta gör att systemet kan mäta avstånd, diametrar, vinklar, positioner och ytegenskaper med hög noggrannhet.
I tillämpningar som elektronikframställning, halvledartillverkning, montering av medicintekniska produkter och precisionsbearbetning kan maskinsyn upptäcka små defekter och dimensionella avvikelser som kan vara svåra att identifiera genom enbart manuell inspektion. Denna nivå av precision hjälper till att förbättra produktkvaliteten och minskar risken för defekta produkter som når senare produktionssteg.
Upprepning
Maskinsyn ger mycket konsekventa inspektionsresultat eftersom den följer samma inspektionsprocedur varje gång.
Vid manuell inspektion kan olika operatörer utvärdera samma produkt på olika sätt. Även samma operatör kan nå olika slutsatser vid olika tidpunkter på grund av förändringar i koncentration, arbetsbelastning eller observationsförhållanden. Dessa variationer kan påverka den övergripande kvalitetssäkringskonsekvensen.
Maskinsyn eliminerar mycket av denna variabilitet genom att tillämpa fördefinierade inspektionsregler och mätparametrar på varje produkt. Varje bild bearbetas med samma sekvens av operationer, och varje resultat jämförs med samma acceptanskriterier.
Till exempel, om en produkt kräver en håldiameter inom ett specifikt toleransområde, mäter systemet den funktionen med samma metod för varje inspektionscykel. Utvärderingsprocessen förblir oförändrad oavsett om den första produkten eller den tiotusende produkten inspekteras.
Denna höga grad av upprepning hjälper tillverkare att upprätthålla enhetlig produktkvalitet, stabila produktionsstandarder och konsekvent inspektionsprestanda över stora produktionsvolymer.
Hastighet
Maskinsynsystem kan inspektera produkter betydligt snabbare än manuella inspektionsmetoder.
I en produktionsmiljö rör sig produkter ofta kontinuerligt på konveyor, indexeringsbord eller automatiserade monteringssystem. Inspektion måste slutföras inom en mycket kort period utan att avbryta produktionsflödet. Manuell inspektion kan bli en flaskhals när produktionshastigheterna ökar, särskilt när ett stort antal produkter måste kontrolleras inom en begränsad tid.
Maskinsynsystem är designade för att hantera dessa förhållanden effektivt. När ett objekt når inspektionspositionen, utlöser en sensor kameran, bilden fångas, och bearbetningsprogramvaran börjar omedelbart analysen. Mätningar, defektkontroller, mönsterjämförelser och beslutsfattande processer kan ofta slutföras inom millisekunder.
Eftersom bildfångst och analys sker så snabbt kan maskinsyn inspektera produkter som rör sig i hög hastighet i realtid samtidigt som den bibehåller inspektionsnoggrannhet. Detta gör det möjligt för tillverkare att upprätthålla höga produktionshastigheter utan att kompromissa med kvalitetssäkringen.

Objektivitet
Maskinvision ger inspektionsresultat baserat på mätbar bilddata snarare än personlig tolkning.
Under manuell inspektion kan olika individer utvärdera samma defect på olika sätt. Faktorer som erfarenhetsnivå, visuell perception, arbetsbelastning, belysningsförhållanden och trötthet kan påverka besluten. Som ett resultat kan gränsfall av defekter ibland accepteras av en inspektör och avvisas av en annan.
Maskinvision följer programmerade inspektionskriterier. Systemet analyserar bilder, jämför mätta värden mot fördefinierade gränser och genererar resultat enligt fastställda regler. Varje beslut baseras på insamlad bilddata, numeriska mätningar och programmerade trösklar.
Eftersom utvärderingsprocessen inte beror på personligt omdöme förblir inspektionsresultaten mer konsekventa över olika skift, produktionsbatcher och driftförhållanden. Denna objektivitet hjälper till att förbättra kvalitetskontroll, processkontroll och produktspårbarhet.
Kostnadseffektivitet
Maskinvision kan avsevärt minska inspektionskostnaderna på lång sikt samtidigt som den förbättrar den övergripande produktiviteten.
I manuella inspektionsprocesser kan flera operatörer behövas för att kontinuerligt inspektera produkter under en produktionsskift. Ytterligare arbetskraft kan också behövas för att kontrollera tveksamma produkter eller utföra repetitiva mätningar. När produktionsvolymen ökar ökar vanligtvis arbetskostnaderna och inspektionsbördorna också.
Ett automatiserat maskinvisionssystem kan utföra dessa uppgifter kontinuerligt med minimal avbrott. När det har installerats och konfigurerats kan systemet inspektera stora mängder produkter samtidigt som de samma inspektionsstandarderna upprätthålls. Detta minskar behovet av repetitiv manuell inspektion och gör att personalen kan fokusera på uppgifter som kräver teknisk expertis eller processförbättring.
Även om den initiala investeringskostnaden för kameror, belysning, mjukvara och bearbetningsutrustning kan vara relativt hög, överväger ofta de långsiktiga fördelarna den initiala kostnaden. Dessa fördelar inkluderar högre produktivitet, lägre arbetskostnader, minskade inspektionsfel, färre defekta produkter, mindre materialavfall och förbättrad tillverknings effektivitet.
Som ett resultat betraktas maskinvision ofta inte bara som ett verktyg för kvalitetskontroll utan också som en teknik som stöder kostnadsminskning, processoptimering och långsiktig operativ prestation.
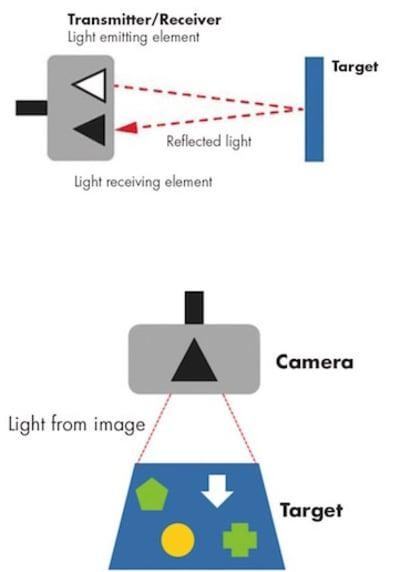
Arbetsprincip för visuella sensorer
Hur visuella sensorer samlar in och analyserar information
En visuell sensor är en enhet som fångar bilder av ett objekt och konverterar dessa bilder till användbar inspektionsdata. Det fungerar som den första fasen av maskinvisionsprocessen eftersom alla mätningar och inspektionsresultat beror på bildkvaliteten som samlas in.
Inom industriella tillämpningar används visuella sensorer för att få information om ett objekts storlek, position, form, orientering, area, kantlokalisering och tyngdpunkt. Denna information hjälper till att avgöra huruvida en produkt uppfyller kvalitetskraven, huruvida den är korrekt placerad för vidare bearbetning, eller huruvida den ska accepteras eller avvisas.
Processen inleds när ett objekt kommer in i sensorernas synfält. Ljus från en dedikerad belysningskälla eller från den omgivande miljön reflekteras från objektets yta och färdas genom sensorernas optiska system. De optiska komponenterna fokuserar detta reflekterade ljus på en bildsensor och skapar en digital representation av objektet.
Bildbildning och pixelbaserad detektion
I kärnan av en visuell sensor finns en bildsensor som består av tusentals eller miljontals individuella pixlar. Varje pixel samlar in ljus från ett mycket litet område av objektet och registrerar information om ljusstyrka och, i vissa fall, färg.
När bilden fångas lagrar varje pixel ett numeriskt värde som motsvarar mängden ljus den tar emot. Ljusa områden ger högre pixelvärden, medan mörkare områden ger lägre värden. Tillsammans bildar dessa pixelvärden en komplett digital bild av objektet.
Mängden detalj som är synlig i bilden beror i hög grad på sensorernas upplösning, som bestäms av antalet tillgängliga pixlar. En sensor med högre upplösning delar bilden i fler sampel-punkter, vilket gör att mindre funktioner kan fångas och mätas mer exakt.
Till exempel, när man inspekterar en tryckt kretskort, kan en lågupplöst bild bara visa den allmänna konturen av komponenterna. En högupplöst bild kan avslöja mycket finare detaljer, som smala ledare, små lödklumpar, pyttelilla justeringsmärken eller mindre ytfel. Denna ytterligare detalj förbättrar mätprecisionen och förmågan att upptäcka defekter.
Bildbehandling och funktionsutvinning
När bilden har fångats börjar den visuella sensorn bearbeta bilddata. Det första steget innebär ofta att förbättra bildkvaliteten genom att minska brus, förbättra kontrasten och separera objektet från bakgrunden. Dessa operationer hjälper till att säkerställa att viktiga funktioner kan identifieras tydligare.
Sensorn analyserar sedan specifika bildkarakteristika. Den kan lokalisera kanter, identifiera geometriska former, beräkna dimensioner, bestämma objektets orientering, mäta avstånd eller hitta mittpunkten för ett mål. Under denna fas konverterar systemet rå pixelinformation till meningsfulla mätdata.
Den extraherade informationen jämförs med lagrade referensbilder, fördefinierade standarder, toleransgränser eller inspektionskriterier. Jämförelseprocessen avgör om objektet matchar de förväntade kraven.
Till exempel kan systemet verifiera huruvida en etikett är korrekt placerad, huruvida en komponent är rätt placerad, huruvida en håldiameter ligger inom tolerans, eller huruvida en yta har synliga defekter. Utvärderingsprocessen följer samma programmerade regler för varje inspektionscykel, vilket säkerställer konsekventa resultat.
Utdataresultat och beslutsfattande
När analysen är klar genererar den visuella sensorn inspektionsresultat som kan användas av operatörer, maskiner eller styrsystem.
Beroende på tillämpningen kan utdata inkludera objektidentifieringsresultat, positionskoordinater, dimensionella mätningar, orienteringsinformation, defektpositioner, identifieringsdata eller godkännande/underkännande beslut. Dessa resultat kan visas på ett övervakningssystem, lagras för kvalitetsregister, eller överföras direkt till produktionsutrustning.
I automatiserade tillverkningssystem används ofta utdata omedelbart. Till exempel kan en robot ta emot positionskoordinater för en plock-och-placera-operation, ett transportsystem kan avvisa en defekt produkt, eller en produktionsmaskin kan justera sina driftparametrar baserat på mätresultat.
Huvudkomponenter av en visuell sensor
En visuell sensor integrerar flera teknologier i ett kompakt system som kan fånga, bearbeta och överföra bilddata. För att utföra dessa funktioner noggrant och tillförlitligt arbetar flera komponenter tillsammans under hela inspektionsprocessen.
Optiska komponenter
Optiska komponenter styr och fokuserar ljus från objektet till bildsensorn. Dessa komponenter kan inkludera linser, filter, speglar och skyddande optiska element. Deras syfte är att skapa en skarp och stabil bild som bevarar viktiga visuella detaljer.
Laser-enheter
Många visuella sensorer använder laserutsläppare för att generera precisa ljusmönster eller referenslinjer. Dessa laserprojektioner gör det lättare att mäta avstånd, detektera objektsprofiler och skapa tredimensionell ytinformation.
Skanningsmotorer och skanningsmekanismer
I tillämpningar som kräver områdesskanning eller profilmätning flyttar skanningsmotorer och skanningsmekanismer optiska komponenter eller dirigerar skanningsvägen över målet. Denna kontrollerade rörelse gör att sensorn kan samla in bilddata från olika positioner och bygga en komplett representation av objektet.
Vinkelgivare
Vinkelgivare övervakar rotationsposition och rörelse inom skanningssystemet. De hjälper till att upprätthålla mätprecision genom att säkerställa att skanningskomponenterna fungerar i rätt vinkel och position under hela inspektionsprocessen.
Linjära CCD-sensorer
Många visuella sensorsystem använder linjära CCD (Charge-Coupled Device) sensorer för att fånga bildinformation en linje i taget. När antingen objektet eller skanningssystemet rör sig, samlas successiva bildlinjer och kombineras för att skapa en komplett bild. Detta tillvägagångssätt används vanligtvis i inspektions- och ytskanningsapplikationer med hög hastighet.
Sensor-drivrutiner och elektroniska styrkretsar
Sensor-drivrutiner och styr-elektronik reglerar driften av bildsensorer, lasrar, skanningsanordningar och kommunikationsgränssnitt. De hanterar signalsynkronisering, koordinerar datainsamling och säkerställer stabil systemprestanda under kontinuerlig drift.
Betydelse av visuella sensorer inom maskinsyn
Visuella sensorer är en grundläggande del av maskinsynsystem eftersom de tillhandahåller den bilddata som krävs för alla efterföljande analys- och beslutsprocesser. Utan noggrann bildförvärv är pålitlig mätning och inspektion inte möjligt.
Genom att kombinera optisk teknik, elektroniska kretsar, bildsensorer, skanningsmekanismer och bearbetningsfunktioner kan visuelle sensorer fånga detaljerad information om objekt snabbt och konsekvent. Denna kapacitet gör dem väsentliga för tillämpningar som kvalitetsinspektion, robotvägledning, dimensionell mätning, objektsidentifiering, automatiserad montering och industriell processtyrning.
Implementering av visuelle sensorer
Visuelle sensorer är kontaktfria inspektionsanordningar som kombinerar bildbehandlingshardware, optiska komponenter, elektroniska kretsar och bildbearbetningsteknik i ett enda system. Till skillnad från kontaktbaserade mätverktyg behöver visuelle sensorer inte röra objektet som inspekteras. Information samlas in genom att fånga och analysera ljus som reflekteras från objektets yta.
Denna kontaktfria metod är särskilt värdefull i automatiserade produktionsmiljöer. Produkter kan fortsätta röra sig längs ett transportband, rotera på en anordning eller hanteras av en robot medan mätningar och inspektioner äger rum. Eftersom ingen fysisk kontakt krävs finns det ingen risk för repor på känsliga ytor, deformering av mjuka material eller avbrott i produktionsprocessen.
I robotapplikationer ger visuelle sensorer den information som behövs för att lokalisera objekt, verifiera positioner, mäta dimensioner, identifiera funktioner och vägleda automatiserade rörelser. För att genomföra dessa uppgifter förlitar sig robotvisionssystem vanligtvis på tre huvudsakliga mätmetoder: ljusstyrke bildbehandling, binär bildbehandling och avståndsbaserad mätning.
Ljusstyrke bildbehandling: Användning av ljusstyrka för att extrahera objektfunktioner
Ljusstyrke bildbehandling är en av de mest använda metoderna i maskinsynsystem. Processen börjar när en kamera fångar en bild av det målobjektet under kontrollerade belysningsförhållanden.
Varje område av bilden innehåller ett ljusstyrkevärde som motsvarar mängden reflekterat ljus som når bildsensorn. Släta ytor, tryckta markeringar, kanter, hål, repor och andra funktioner reflekterar ofta ljus på olika sätt, vilket skapar variationer i ljusstyrkan över bilden.
Efter bildinsamling konverterar kameran den optiska bilden till digitala pixeldata. Varje pixel lagrar ett numeriskt ljusstyrkevärde, vilket gör att systemet kan analysera bilden matematiskt. Bildbearbetningsprogramvaran undersöker sedan dessa värden för att identifiera viktiga visuella funktioner.
Under analysen kan systemet lokalisera kanter, hörn, raka linjer, kurvor, mönster, tryckta tecken, ytfel och objektsgränser. Till exempel, vid inspektion av en mekanisk komponent, kan förändringar i ljusstyrka avslöja konturen av ett hål, kanten på en bearbetad yta eller placeringen av en graverad märkning.
Eftersom en gråskalig bild kan innehålla en stor mängd data kan bearbetningen av varje ljusstyrkenivå kräva betydande datorkapacitet. I höghastighetsindustriella tillämpningar används ofta ytterligare bearbetningstekniker för att minska den beräkningsmässiga belastningen och förbättra inspektionshastigheten.
Binär bildbehandling: Förenkling av bilder för snabbare analys
Binär bildbehandling används ofta när målet är att snabbt och effektivt separera ett objekt från dess bakgrund.
Processen börjar med att konvertera en gråskalig bild till en binär bild, där varje pixel tilldelas ett av endast två möjliga värden. Pixlar klassificeras som antingen svarta eller vita baserat på en vald ljusstyrketabell. Områden som är ljusare än tröskeln tilldelas ett värde, medan mörkare områden tilldelas det andra.
Denna konvertering förenklar drastiskt bilden. Istället för att analysera hundratals ljusstyrkenivåer behöver systemet bara särskilja mellan två områden. Som ett resultat blir beräkningarna snabbare och objektfunktioner blir lättare att identifiera.
När objektet har separerats från bakgrunden kan systemet utföra ytterligare mätningar. Det kan beräkna objektets yta, bredd, höjd, omkrets, orientering, centerposition eller geometrisk form. Det kan också räkna objekt, verifiera närvaro eller frånvaro och upptäcka saknade komponenter.
Till exempel, på en monteringslinje kan binär bildbehandling snabbt avgöra om en del är närvarande på rätt plats innan nästa tillverkningssteg börjar. På grund av sin hastighet och enkelhet används denna metod flitigt inom inspektion av hög volym och automatiserad sortering.
Avståndsbaserad mätning: Mätning av position och form i tre dimensioner
Vissa tillämpningar kräver mer än en tvådimensionell bild. I dessa situationer måste systemet bestämma hur långt ett objekt är från sensorn och mäta dess tredimensionella form. Avståndsbaserade mätmetoder är utformade för detta ändamål.
Processen involverar att samla in information om det fysiska avståndet mellan sensorn och olika punkter på objektets yta. Med hjälp av denna information kan systemet beräkna höjd, djup, kontur, orientering och spatial position.
En vanlig metod är trianguleringsmätning. I denna metod projiceras en laserstråle eller strukturerad ljusmönster på objektets yta. Det reflekterade ljuset observeras ur en annan vinkel av en kamera eller sensor. Genom att analysera den geometriska relationen mellan ljuskällan, objektet och kameran beräknar systemet avståndet till specifika ytpunkter.
En annan allmänt använd metod är stereovision. Denna teknik använder två kameror placerade på olika platser, liknande hur djup kan uppskattas från två olika betraktningsvinklar. Båda kamerorna fångar bilder av samma objekt samtidigt. Systemet jämför motsvarande bildfunktioner och beräknar djupinformation från skillnaderna mellan de två vyerna.
Avståndsbaserad mätning gör att visuella sensorer kan generera tredimensionella data, vilket gör det möjligt att inspektera komplexa former, mäta objektsprofiler, uppskatta volym och bestämma exakta objektspositioner.
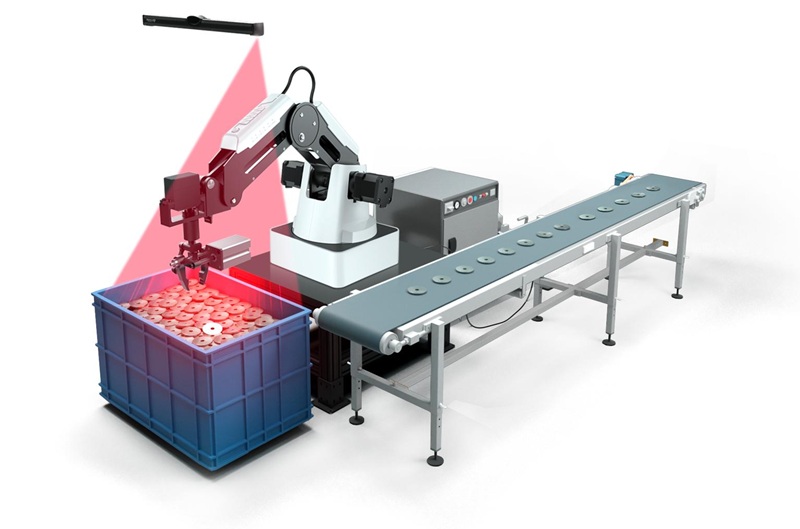
Dessa kapabiliteter är särskilt viktiga i tillämpningar såsom robotplockning, automatiserad montering, palettering, bin picking, dimensionell inspektion och 3D-kvalitetskontroll.
Stöd för Objektidentifiering och Robotguidning
De tre mätmetoderna används ofta tillsammans inom ett och samma visionssystem. En ljusbild kan användas för att identifiera ytfunktioner, binär bearbetning kan isolera objektet från dess bakgrund, och avståndsmätning kan ge tredimensionell positionsdata.
Genom att kombinera dessa tekniker kan visuella sensorer utföra ett brett spektrum av industriella uppgifter. De kan upptäcka objekt, mäta dimensioner, känna igen former, spåra rörelse, verifiera monteringskvalitet, bestämma objektorientering och tillhandahålla positionsinformation för robotsystem.
Som ett resultat har visuella sensorer blivit väsentliga komponenter i modern automatisering. Deras förmåga att samla in noggrann visuell information utan fysisk kontakt möjliggör snabbare inspektioner, mer pålitliga mätningar, förbättrad processkontroll och exakt robotguidning över ett brett spektrum av tillverknings- och industriella tillämpningar.
Jämförelse av fotoelektriska sensorer och visuella sensorer
Förstå skillnaden mellan de två teknologierna
Fotoelektriska sensorer och visuella sensorer används båda för att detektera och övervaka objekt i automatiserade system, men de skiljer sig mycket åt i mängden information de kan samla in och bearbeta.
En fotoelektrisk sensor är främst utformad för att avgöra om ett objekt är närvarande eller frånvarande på en specifik plats. Dess drift är relativt enkel. En ljusstråle sänds ut mot ett målområde, och sensorn övervakar om den strålen reflekteras, avbryts eller mottas. Baserat på denna signal avgör systemet om ett objekt har kommit in i detekteringszonen.
Denna metod är effektiv för grundläggande sensortjänster, såsom att räkna produkter på ett transportband, upptäcka ankomsten av ett paket, bekräfta närvaron av en komponent eller utlösa nästa steg i en produktionsprocess. Informationen som tillhandahålls är dock generellt begränsad till ett enkelt detektionsresultat.
Visuella sensorer fungerar på en mycket högre nivå av inspektion. Istället för att förlita sig på en enda ljussignal fångar de en komplett bild av objektet och analyserar flera visuella funktioner samtidigt. Detta gör det möjligt för systemet att samla in detaljerad information om objektet istället för att bara bekräfta dess närvaro.
Inspektionskapabiliteter
Den största skillnaden mellan fotoelektriska sensorer och visuella sensorer är mängden information som kan extraheras under inspektionen.
En fotoelektrisk sensor kan typiskt ge svar på en grundläggande fråga, såsom huruvida ett objekt är närvarande, frånvarande eller positionerat inom ett detektionsområde. Även om detta är tillräckligt för många enkla automatiseringsuppgifter ger den ingen information om objektets tillstånd eller egenskaper.
En visuell sensor kan utföra mycket mer omfattande inspektioner. Efter att ha fångat en bild kan systemet analysera form, storlek, position, orientering, färg, yttillstånd, märkningar, mönster, dimensioner och monteringsfunktioner inom samma inspektionscykel.
Till exempel, överväg en produkt som rör sig längs ett transportband. En fotoelektrisk sensor kan bara bekräfta att produkten har anlänt till inspektionsstationen. En visuell sensor kan avgöra huruvida produkten är rätt modell, verifiera dess dimensioner, kontrollera etikettens placering, bekräfta korrekt montering, identifiera ytfel och mäta dess position för robothantering.
Eftersom flera inspektioner kan utföras från en enda bild, erbjuder visuella sensorer avsevärt mer inspektionskapacitet inom ett enda system.
Minskning av hårdvarukrav
I traditionella automationssystem var flera fotoelektriska sensorer ofta nödvändiga för att utföra en serie inspektionsuppgifter.
Till exempel kan en sensor upptäcka produktens närvaro, en annan kan verifiera höjd, en tredje kan bekräfta orientering, och ytterligare sensorer kan installeras för att kontrollera position eller räkna produkter. När inspektionskraven ökade, ökade ofta antalet sensorer, monteringsfästen, kablar och justeringspunkter också.
Visuella sensorer kan ofta ersätta många av dessa individuella enheter. En enda kamerabild innehåller en stor mängd information som kan analyseras samtidigt. Istället för att installera flera separata sensoriska enheter kan en enda visuell sensor utföra flera inspektionsfunktioner inom ett integrerat system.
Denna minskning av hårdvara kan förenkla systemdesign, minska kablagekomplexitet, minimera installationsutrymme och sänka underhållskraven.
Anpassningsbarhet till positions- och orienteringsförändringar
En av de viktigaste fördelarna med visuella sensorer är deras förmåga att hantera variationer i objektets position och orientering.
I många fotoelektriska tillämpningar måste objekt passerar genom en specifik plats med konsekvent justering. Om objektets position flyttas utanför sensorernas detektionsområde kan felaktiga avläsningar inträffa. För att undvika detta problem använder tillverkare ofta ledskener, fästen, positionsmekanismer eller ytterligare sensorer för att upprätthålla konsekvent objektplacering.
Visuella sensorer erbjuder större flexibilitet eftersom de inspekterar en komplett bild istället för att förlita sig på en enda detektionspunkt. När ett objekt rör sig något inom kamerans synfält kan bildbehandlingsalgoritmer ofta lokalisera objektet och fortsätta inspektionsprocessen.
Till exempel, om ett paket anländer något förskjutet från sin förväntade position, kan den visuella sensorn identifiera paketet inom bilden, bestämma dess faktiska plats och utföra de nödvändiga mätningarna med hjälp av den uppdaterade positionen. Denna kapacitet minskar beroendet av högprecisa mekaniska positionssystem.
Som ett resultat är visuella sensorer särskilt värdefulla i tillämpningar där produkter kan komma med små variationer i placering, rotation eller orientering.
Programvaruflexibilitet och produktbyten
En annan stor fördel med visuella sensorer är deras programvarubaserade flexibilitet.
I många fotoelektriska system kan förändringar i produktionskrav kräva fysiska modifieringar. Nya sensorer kan behöva installeras, monteringspositioner kan behöva justeras, eller detektionsinställningar kan behöva kalibreras om. Dessa förändringar kan öka uppställningstiden och systemkomplexiteten.
Visuella sensorer kan ofta anpassas genom programvarukonfiguration. Inspektionsparametrar, mätgränser, referensmönster och godkännandekriterier kan uppdateras utan betydande hårdvarsändringar.
Till exempel kan en tillverkningslinje producera flera produktmodeller som skiljer sig i storlek, form, etikettutformning eller komponentarrangemang. Istället för att byta ut sensorer eller omdesigna inspektionsstationen kan operatörer välja ett annat inspektionsprogram eller ladda ett nytt produktrecept. Den visuella sensorn tillämpar sedan de lämpliga inspektionsreglerna för den produkten.
Denna flexibilitet gör visuella sensorer väl lämpade för högblandad tillverkning, frekventa produktbyten, anpassad produktion och moderna automatiserade tillverkningssystem.
Sammanfattning av viktiga fördelar
Medan fotoelektriska sensorer förblir mycket effektiva för enkla detectionsuppgifter, erbjuder visuella sensorer ett mycket bredare utbud av inspektionskapabiliteter.
Genom att fånga och analysera bilder kan visuella sensorer utvärdera flera produktkarakteristika samtidigt, vilket minskar behovet av många individuella sensoriska enheter. De kan hantera variationer i objektposition, stödja snabba produktbyten genom programvaruinställningar och utföra detaljerade inspektioner som går långt bortom enkel närvarodetektion.
Av dessa skäl har visuella sensorer blivit en allt viktigare teknologi inom robotik, automatiserad inspektion, kvalitetskontroll, förpackningssystem, monteringsverksamhet och avancerade tillverkningsmiljöer, där flexibilitet, noggrannhet och informationsrik inspektion är avgörande.
Tillämpningar av maskinsyn och visuella sensorer
Maskinsyn och visuella sensorer används i tillämpningar där objekt måste detekteras, identifieras, mätas, inspekteras, klassificeras, positioneras eller spåras. Genom att fånga bilder och analysera dem automatiskt kan dessa system utföra inspektions- och mätuppgifter med en hastighet och en nivå av konsekvens som är svår att uppnå genom manuella metoder.
Den typiska processen börjar med bildförvärv. Kameror fångar bilder av det målobjektet, och bildbearbetningsprogramvara extraherar viktig visuell information. Systemet jämför sedan de insamlade uppgifterna med fördefinierade standarder, referensbilder eller mätkriterier. Baserat på resultaten kan det generera inspektionsbeslut, tillhandahålla mätdata, utlösa larm, vägleda robotar eller styra produktionsutrustning.
Eftersom maskinsyn fungerar utan fysisk kontakt är det väl lämpat för tillämpningar som involverar ömtåliga produkter, högproduktionslinjer, farliga miljöer och precisionsmätuppgifter. Dess kombination av hastighet, noggrannhet, upprepbarhet och automatiseringskapacitet har lett till en spridd adoption över många industrier.
Jordbruk
Jordbruk är ett av de växande tillämpningsområdena för maskinsyn. Moderna jordbruksoperationer förlitar sig allt mer på visuella sensorsystem för att förbättra produktkvalitet, minska arbetskraftsbehov och stödja datadrivet beslutsfattande.
Maskinsyn används vanligtvis för:
• Inspektion av fruktkvalitet
• Bedömning av fruktmognad
• Övervakning av grödans tillväxt
• Ogräsdetektion
I fruktsorteringsoperationer rör sig produkter längs ett transportband medan flera kameror fångar bilder från olika vinklar. Denna multi-vy inspektionsmetod gör det möjligt för systemet att undersöka en större del av fruktytan under en enda inspektionscykel.
Till exempel, i ett äppelsorteringssystem fångar kameror bilder när äpplena roterar eller rör sig genom inspektionsstationen. Programvaran analyserar ytfärg, form, storlek, missfärgningar, fläckar, sprickor och andra synliga defekter. Baserat på fördefinierade sorteringsstandarder tilldelas varje äpple automatiskt den lämpliga kvalitetskategorin.
Maskinsyn kan också stödja grödhantering. Bilder som samlas in från kameror monterade på traktorer, drönare eller fältövervakningssystem kan användas för att utvärdera grödans tillväxt, identifiera ohälsosamma växter, uppskatta mognadsnivåer och lokalisera ogräs inom odlad mark.
Trots dessa fördelar presenterar jordbrukstillämpningar unika utmaningar. Utomhusmiljöer innebär ofta föränderliga solförhållanden, skuggor, vädervariationer, komplexa bakgrunder, damm och naturliga skillnader mellan växter. Dessa faktorer kan påverka bildkvalitet och inspektionsnoggrannhet. Som ett resultat fortsätter pågående forskning att förbättra tillförlitligheten och robustheten hos maskinsynsystem under verkliga fältförhållanden.
Industriproduktion
Industriproduktion är ett av de mest etablerade och allmänt antagna områdena för maskinsyn.
I tillverkningsmiljöer rör sig produkter genom flera produktionsstadier och måste inspekteras upprepade gånger för att säkerställa kvalitet och konsistens. Manuell inspektion kan bli svår när produkter är små, produktionshastigheterna är höga eller inspektionskriterierna är komplexa. Maskinsyn tar itu med dessa utmaningar genom att utföra inspektioner automatiskt och konsekvent genom hela produktionsprocessen.
Maskinsyn används ofta för:
• Produktidentifiering
• Etikettinspektion
• PCB-felavkänning
• Förpackningsinspektion
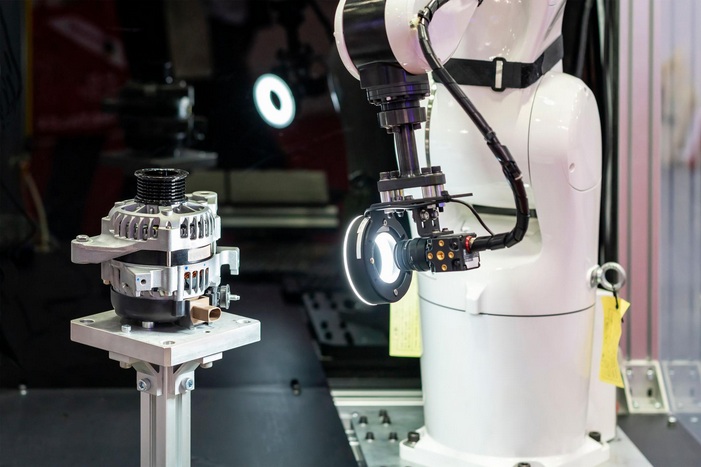
• Inspektion av fordonskomponenter
• Halvledarinspektion
• Övervakning av livsmedelsproduktion
För produktidentifiering kan systemet läsa streckkoder, QR-koder, serienummer och tryckta tecken för att verifiera produktinformation. Under etikettinspektionen kontrollerar kamerorna om etiketter är närvarande, korrekt placerade och ordentligt tryckta.
Inom tillverkning av tryckta kretskort (PCB) inspekterar maskinsyn lödningar, komponentplacering, ledarspröt och monteringsnoggrannhet. Små defekter som kan vara svåra att identifiera genom manuell inspektion kan ofta upptäckas snabbt genom automatiserad bildanalys.
Förpackningstillämpningar använder maskinsyn för att verifiera paketets integritet, bekräfta produktantal, inspektera förseglingar, kontrollera fyllnadsnivåer och säkerställa att förpackningsinformationen är korrekt. Inom tillverkning av fordon och halvledare utför maskinsyn mycket precisa dimensionalmätningar och defektsinspektioner för att upprätthålla strikta kvalitetsstandarder.
I livsmedelsproduktionsmiljöer övervakar visuella sensorer produktens utseende, färgkonsekvens, storlek, form och förpackningskvalitet samtidigt som de stödjer högproduktionsverksamhet.
Dessa kapabiliteter hjälper till att förbättra kvalitetskontroll, produktionseffektivitet, spårbarhet, processkonsekvens och tillverkningsflexibilitet.
Mineralbearbetning
Maskinvisning används också inom mineralbearbetning och övervakning av flotation, där visuell information kan ge värdefulla insikter om processens prestanda.
I flotationssystem bildas bubblor på ytan av mineralseparationsbehållare. Storleken, formen, färgen, densiteten och rörelsen av dessa bubblor återspeglar ofta effektiviteten i separationsprocessen.
Kameror fångar kontinuerligt bilder av flotationsytan medan bildbehandlingsprogramvara analyserar bubbelfunktioner. De insamlade uppgifterna hjälper operatörer att utvärdera processvillkor och avgöra om justeringar behövs.
Genom att övervaka bubblornas struktur, färgdistribution, ytecensur och rörelsemönster kan maskinvisningssystem stödja bättre processkontroll, förbättra återvinningsgraden av mineraler och öka operationseffektiviteten.
Transport och Säkerhet
Maskinvisning spelar en viktig roll i moderna transport- och säkerhetssystem.
I intelligenta transportsystem (ITS) övervakar kameror kontinuerligt vägar, korsningar, vägtullar och trafikfält. De fångade bilderna analyseras för att identifiera fordon, räkna trafikflöden, upptäcka körfältsbrott, känna igen registreringsskyltar och övervaka vägförhållanden.
Visuell sensorik används också i stor utsträckning inom säkerhets- och övervakningssystem. Kameror övervakar skyddade områden och tillhandahåller bilddata för aktiviteter som åtkomstkontroll, perimeterövervakning, objektsökning och händelseupptäckning.
Genom att automatiskt bearbeta stora volymer av visuell information hjälper maskinvisning till att förbättra operationseffektiviteten och stödjer snabbare svar på förändrade förhållanden.
Medicinsk Avbildning
Medicinsk avbildning är ett annat viktigt tillämpningsområde för maskinvisningsteknologi.
Moderna sjukvårdssystem genererar ett stort antal medicinska bilder som kräver noggrann analys. Maskinvisning hjälper medicinska yrkesverksamma genom att förbättra bilder, identifiera viktiga strukturer och stödja diagnostiska utvärderingar.
Maskinvisningstekniker tillämpas vanligtvis på:
• Röntgenbilder
• Magnetresonansavbildning (MRI) skanningar
• Datortomografi (CT) bilder
Analysprocessen involverar ofta att upptäcka anatomiska strukturer, mäta dimensioner, framhäva avvikelser och jämföra bildfunktioner med kända medicinska mönster. Dessa verktyg hjälper till att förbättra effektiviteten vid bildtolkning och stödja mer precisa kliniska bedömningar.
Allteftersom medicinska avbildningsteknologier fortsätter att utvecklas blir maskinvisning allt viktigare inom diagnostiskt stöd, behandlingsplanering och sjukvårdsforskning.
Vetenskaplig Forskning
Vetenskaplig forskning kräver ofta observation och analys av objekt som är för små, för många eller för komplexa för att utvärderas effektivt genom manuella metoder. Maskinvisning ger forskare automatiserade verktyg för bildinsamling, mätning och klassificering.
Tillämpningar inkluderar:
• Materialanalys
• Biologisk analys
• Kemisk analys
• Livsvetenskaplig forskning
• Blodcellräkning och klassificering
• Kromosomanalys
• Cancercellsidentifiering
I biologiska laboratorier kan maskinvisningssystem fånga mikroskopiska bilder och automatiskt identifiera specifika celltyper. Under blodanalys kan systemet räkna celler, mäta cellens egenskaper och klassificera olika cellkategorier. Inom genetisk och medicinsk forskning hjälper bildbehandlingstekniker med kromosomanalys och identifiering av abnorma cellulära strukturer.
Forskare använder också maskinvisning för att analysera materialytor, observera kemiska reaktioner och samla kvantitativa data från experiment. Automatiserad bildanalys förbättrar mätningens konsistens och gör det möjligt att bearbeta stora datamängder mer effektivt.
Fördelar över flera Industrier
Det stora utbudet av tillämpningar för maskinvisning visar dess värde inom både industriella och icke-industriella miljöer.
Genom att kombinera bildinsamling, automatiserad analys, mätning, mönsterigenkänning och beslutsfattande funktioner kan maskinvisningssystem omvandla visuell information till handlingsbar data. Denna kapabilitet stödjer mer effektiva inspektions-, övervaknings- och kontrollprocesser.
Oavsett om den används inom jordbruk, tillverkning, mineralbearbetning, transport, säkerhet, sjukvård eller vetenskaplig forskning, hjälper maskinvisning till att förbättra noggrannhet, effektivitet, konsistens, produktivitet och beslutsfattandets kvalitet. Dessa fördelar har gjort maskinvisning och visuella sensorer till essentiella teknologier inom modern automation och intelligenta system.
Utvecklingshistoria och evolution av visuella sensorer
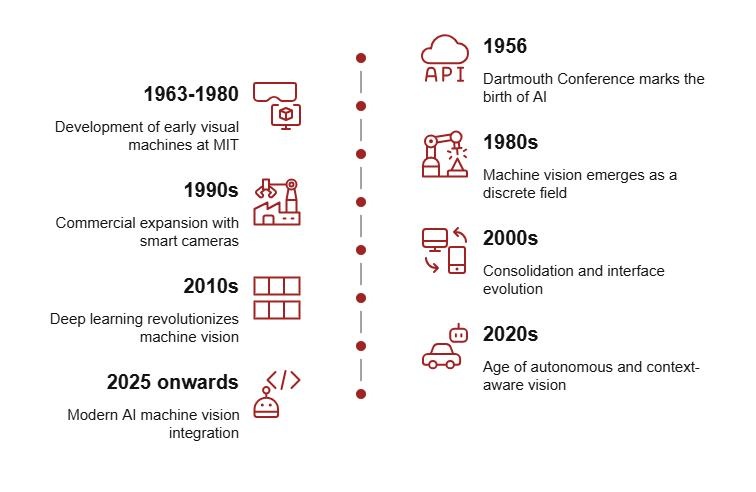
Tidig utveckling av teknologin för visuella sensorer
Visuell sensorteknik började framträda under slutet av 1950-talet när framsteg inom elektronik, bildbehandlingsenheter och datorsystem skapade nya möjligheter för automatiserad inspektion och maskinperception. Forskare sökte metoder som skulle möjliggöra för maskiner att samla visuell information från sin omgivning och använda denna information för att stödja automatiserade operationer.
Tidiga visuella system var relativt enkla och begränsades av kapabiliteterna hos tillgängliga kameror, bearbetningshårdvara och lagringsenheter. Bildförvärvningen var långsam, datorkapaciteten var knapp och endast grundläggande bildanalysfunktioner kunde utföras. Trots dessa begränsningar lade dessa tidiga utvecklingar grunden för modern maskinsynsteknik.
När datorer blev kraftfullare och bildsensortekniken förbättrades, övergick visuella sensorer gradvis från laboratorieforskningsprojekt till praktiska industriella verktyg.
Framväxten av robotvisionsforskning
Under 1960-talet utvidgades forskningsinsatserna mot robotvision, med fokus på att möjliggöra för maskiner att känna igen och interagera med objekt i sin miljö. Tidiga studier involverade vanligtvis kontrollerade inomhusmiljöer som innehöll objekt med enkla former och förutsägbara lägen.
Forskare utvecklade tekniker för att upptäcka kanter, identifiera geometriska former, separera objekt från bakgrunder och bestämma objekts positioner inom en bild. Dessa undersökningar introducerade många koncept som förblir grundläggande för modern maskinsyn, inklusive bildsegmentering, funktionsutvinning, objektigenkänning och mönsteranalys.
Även om datorkapacitetsbegränsningar begränsade systemets kapabiliteter, markerade denna period början på maskinbaserad visuell perception och gav grunden för framtida automationsteknologier.
Expansion i industriella tillämpningar
På 1970-talet gjorde förbättringar inom elektronik och datorteknik visuella sensorer alltmer praktiska för industriellt bruk. Tillverkare började anta maskinsynsystem för inspektions- och mätuppgifter som var repetitiva, arbetsintensiva eller svåra att utföra konsekvent genom manuell inspektion.
Några av de tidigaste industriella tillämpningarna inkluderade:
• Tillverkning av integrerade kretsar
• Precisionselektronikmontering
• Inspektion av dryckesförpackningar
• Automatiserade kvalitetskontrollsystem
Inom halvledartillverkning användes visuella system för att inspektera fina kretsmönster och identifiera tillverkningsdefekter. I elektroniska monteringsoperationer verifierade de komponentplacering och justering. Förpackningssystem använde maskinsyn för att inspektera etiketter, fyllnivåer, förslutningar och förpackningens integritet. Dessa tillämpningar visade den visuella sensorernas förmåga att förbättra både produktkvalitet och produktions effektivitet.
Teknologiska framsteg som accelererade utvecklingen
Utvecklingen av visuella sensorer accelererades av framsteg inom flera vetenskapliga och tekniska discipliner.
Framsteg inom digital bildbehandling förbättrade bildförbättring, brusreducering och funktionsutvinnings tekniker. Forskning inom mönsterigenkänning möjliggjorde för system att identifiera objekt, symboler och återkommande visuella funktioner med större noggrannhet. Förbättringar inom datagrafik stödde mer effektiv bildrepresentation och analys.
Studier av mänsklig visuell perception påverkade också bildtolkningsmetoder, medan framsteg inom intelligenta datorteknologier förbättrade objektklassificering, mönsterigenkänning och automatiserade beslutsfattande kapabiliteter.
Dessa utvecklingar möjliggjorde för maskinsynsystem att gå bortom enkla inspektioner och utföra mer avancerade uppgifter såsom robotstyrning, defektklassificering, objektspårning, dimensionsmätning och processtyrning.
Utveckling av bildbehandlingsenheter
Framstegen inom visuella sensorer har varit nära kopplade till förbättringar inom bildsensorteknik.
Tidiga maskinsynsystem förlitade sig på kamerarörsteknik för bildförvärv. Även om dessa enheter möjliggjorde grundläggande visuell inspektion, led de ofta av lägre bildkvalitet, större fysisk storlek, minskad stabilitet och större underhållskrav.
Införandet av CCD (Charge-Coupled Device) sensorer representerade ett stort teknologiskt genombrott. CCD-sensorer gav förbättrad bildkvalitet, högre ljuskänslighet, bättre pålitlighet och mer konsekvent prestanda. Dessa fördelar förbättrade avsevärt noggrannheten och effektiviteten hos maskinsynsystem.
Antagandet av CCD-teknik möjliggjorde mer exakt inspektion, mätning och automatiseringstillämpningar över ett brett spektrum av industrier.
Modern visuell sensorteknik
Moderna visuella sensorer erbjuder möjligheter långt bortom de tidigare systemen. Framsteg inom sensordesign, bearbetningshårdvara, kommunikationsteknologier och bildbehandlingsalgoritmer har avsevärt ökat prestanda och funktionalitet.
Aktuella system kan fånga högupplösta bilder, bearbeta stora mängder bilddata i realtid och utföra komplexa analyser inom bråkdelen av en sekund. Funktioner som automatisk fokusering, bildtagning med hög hastighet, tredimensionell avbildning, objektigenkänning och avancerade mätfunktioner är nu allmänt tillgängliga.
Eftersom robotik och industriell automatisering fortsätter att utvecklas har visuella sensorer blivit oumbärliga verktyg för inspektion, mätning, robotstyrning, processövervakning och automatiserat beslutsfattande. Idag spelar de en kritisk roll inom tillverkning, elektronikproduktion, bilmontering, logistik, halvledartillverkning, produktion av medicintekniska apparater och andra avancerade industriella tillämpningar.
Slutsats
Maskinsyn förbättrar produktionsnoggrannhet, hastighet och konsekvens genom att ersätta manuell visuell inspektion med automatiserad bildanalys. Dess prestanda beror på korrekt belysning, kameraval, bildbehandling, kalibrering och systemintegration. Eftersom tillverkning och automatisering fortsätter att utvecklas förblir maskinsyn avgörande för kvalitetskontroll, felregistrering, mätning, sortering och robotstyrning.
Vanliga frågor [FAQ]
1. Varför betraktas belysning ofta som den mest kritiska faktorn för prestanda i maskinsynssystem?
Belysning påverkar direkt kvaliteten på bilden som fångas av kameran. Även en högupplöst kamera kan ha svårt att upptäcka fel, kanter, markeringar eller dimensionella egenskaper om objektet inte är korrekt belyst. Bra belysning förbättrar kontrast, minskar skuggor och reflexer och framhäver viktiga funktioner som behöver inspekteras. I många tillämpningar av maskinsyn kan förbättring av belysningsuppställningen ha en större inverkan på inspektionsnoggrannheten än att uppgradera kameran själv.
2. Hur uppnår maskinsynssystem mer konsekventa inspektionsresultat än manuell inspektion?
Maskinsynssystem utvärderar varje produkt med samma programmerade inspektionsregler, mätmetoder och acceptanskriterier. Till skillnad från mänskliga inspektörer påverkas de inte av trötthet, koncentrationsförändringar, belysningsförhållanden eller subjektiv bedömning. Varje bild analyseras med identiska algoritmer, vilket gör att systemet kan producera mycket upprepningsbara resultat över tusentals inspektionscykler. Denna konsekvens hjälper tillverkare att upprätthålla stabila kvalitetsstandarder och minska inspektionsvariabilitet.
3. Varför är visuella sensorer mer flexibla än traditionella fotoelektriska sensorer i moderna automationssystem?
Fotoelektriska sensorer är vanligtvis designade för att upptäcka närvaron eller frånvaron av ett objekt på en specifik plats. Visuella sensorer går mycket längre genom att fånga kompletta bilder och analysera flera egenskaper samtidigt. En enda visuell sensor kan inspektera storlek, form, position, orientering, färg, markeringar och ytförhållanden under en inspektionscykel. Dessutom kan inspektionskriterier ofta modifieras genom programuppdateringar snarare än hårdvaruförändringar, vilket gör visuella sensorer mycket anpassningsbara till produktvariationer och tillverkningsändringar.
4. Hur stödjer maskinsyn robotstyrning och automatiserade tillverkningsoperationer?
Maskinsyn ger robotar korrekt information om objektets läge, orientering, dimensioner och positionering. Efter att ha fångat och bearbetat en bild beräknar visionsystemet koordinater och skickar denna information till robotkontrollenheten. Robotens rörelser kan då justeras för att utföra uppgifter som plocka och placera, montering, sortering, förpackning eller kvalitetsinspektion. Denna förmåga gör att automatiserade system kan hantera produkter som kan komma i olika positioner eller orienteringar samtidigt som hög noggrannhet och effektivitet bibehålls.
5. Varför har maskinsyn blivit allt viktigare inom industrier som tillverkning, jordbruk, hälso- och sjukvård samt transport?
Maskinsyn kombinerar bildförvärvning, automatiserad analys, mätning och beslutsfattande i en enda teknologiplattform. Inom tillverkningen förbättrar den kvalitetskontroll och produktionseffektivitet. Inom jordbruk stöder den avkastningsövervakning och produktklassificering. Inom hälso- och sjukvård hjälper den till med medicinsk bildanalys och diagnostiskt stöd. Inom transport möjliggör den trafikövervakning och registreringsskyltsigenkänning. Eftersom maskinsyn kan bearbeta stora mängder visuell information snabbt, noggrant och konsekvent har den blivit en nyckelteknologi för automatisering, inspektion, övervakning och intelligent beslutsfattande inom många industrier.
Besläktad blogg
-
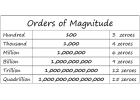
Hur många nollor i en miljon, miljarder biljoner biljoner biljetter?
![Hur många nollor i en miljon, miljarder biljoner biljoner biljetter?]()
2024/07/29
Miljoner representerar 106, en lätt greppbar siffra jämfört med vardagliga artiklar eller årslöner. Miljarder, motsvarande 109, börjar sträcka ... -
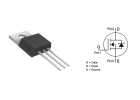
IRLZ44N MOSFET -datablad, krets, motsvarande, pinout
![IRLZ44N MOSFET -datablad, krets, motsvarande, pinout]()
2024/08/28
IRLZ44N är en allmänt använt N-kanals Power MOSFET.Det är känt för sina utmärkta växlingsfunktioner och passar mycket för många applikatione... -
Batteritemperaturen för låg, laddningen stannade.Hur fixar jag det?
![Batteritemperaturen för låg, laddningen stannade.Hur fixar jag det?]()
2024/10/6
Problem med avladdning av batteriladdning av mobiltelefoner är vanliga men kan hanteras effektivt.Temperaturen spelar en stor roll i batterieffektivi... -
BC547 Transistor Comprehensive Guide
![BC547 Transistor Comprehensive Guide]()
2024/07/4
BC547 -transistorn används vanligtvis i en mängd elektroniska applikationer, allt från grundläggande signalförstärkare till komplexa oscillatork... -
En komplett guide till multiplexerare och deras roll i digitala system
![En komplett guide till multiplexerare och deras roll i digitala system]()
2025/09/20
Multiplexerare är komponenter i digitala system, utformade för att kanalisera flera insignaler till en enda utgångslinje med binära logik och styr... -
Omfattande guide till SCR (kiselstyrd likriktare)
![Omfattande guide till SCR (kiselstyrd likriktare)]()
2024/04/22
Kiselstyrda likriktare (SCR) eller tyristorer spelar en viktig roll i kraftelektroniktekniken på grund av deras prestanda och tillförlitlighet.Den h... -
LR621, SR621SW, 364, AG1 -batteriekvivalenter och ersättare
![LR621, SR621SW, 364, AG1 -batteriekvivalenter och ersättare]()
2024/07/15
LR621- och SR621SW -knappbatterier är utbredda i kompakta elektroniska enheter som klockor, små leksaker, kalkylatorer och fjärrnycklar.Flera tillv... -
Grundläggande av op-amp kretsar
![Grundläggande av op-amp kretsar]()
2023/12/28
I den komplicerade elektronikvärlden leder en resa till dess mysterier alltid oss till ett kalejdoskop av kretskomponenter, både utsökta och komple... -
Jämförelse av NMO: er och PMOS -skillnader och applikationer
![Jämförelse av NMO: er och PMOS -skillnader och applikationer]()
2024/11/15
Att förstå skillnaderna mellan NMO: er och PMOS -transistorer är viktigt för att utforma effektiva kretsar.NMO: er (N-typ metall-oxid-halvledare) ... -
CR2450 vs CR2032 Jämförelse: allt du behöver veta
![CR2450 vs CR2032 Jämförelse: allt du behöver veta]()
2025/09/15
Knappbatterier som CR2450 och CR2032 driver många vardagliga elektronik, från klockor och fjärrkontroller till medicinska och industriella enheter....




Heta delar
- TEF6862HL/V1
- C1005X7R1H102K050BA
- ADM6996FC
- ICS932S200BF
- RC0603JR-0720KL
- W77I058A25PL
- UPD71054L
- F750J687KRC
- ADR435ARMZ
- 1DI300Z-100
- TAP106K050SRW
- ATTINY44A-SSF
- LE88286DLC
- HYB25DC256160DE-6
- MAX218CAP
- TA31273FN
- K6X4008C1F-UF55
- BD8335GWL-E2
- ADG1607BRUZ
- IRFR014TRLPBF
- PMB7850EV3.1FM41
- PM300CBS060
- AK2925T-E2
- AD974ARSZ
- M25PX32-VZM6E
- CL10B331KB8NNND
- GQM1555C2D8R7WB01D
- CC0805KRX7R8BB332
- M24C16-RMN6TP
- 06031A180GAT2A
- CC0805JRX7R9BB221
- T494B476M006AT
- W83627G-AW
- VV6410C036
- MAX5842LEUB+T
- CY23EP09SXC-1HT
- T491X476K025AH24787027
- MAX4474EUA+T
- VI-J6L-CW
- AM29240EH-20KC
- GT-48510A-B-2
- K3QF1F10DB-QGCE
- PF58F0051M0Y1WH
- VSC7226UI-01
- ZL30406QGC
- MRF284LR1
- TJA1021TK/10/C
- H26M41208HPRI
- V300C24C150AL3
- A22027-001